
May 10, 2018
How to Cut, Strip and Crimp Wire
Cutting electrical wires to size, stripping them of insulation and crimping them together for the end user is a common task in wire assembly facilities. If you’re curious about the details of this process and how it’s done, read on as we explain how to cut, strip and crimp UL1007 20 AWG wires in a wire processing facility.
Before we get started, let’s cover some details about the electrical wire we’re using. UL1007 20 AWG wire is UL-tested, approved and designated to meet a 300-volt rating and a 105-degree Celsius temperature rating. AWG stands for “American wire gauge,” which denotes copper strand thickness or the overall thickness of multiple copper strands. The copper comprises 10 separate 30 AWG strands wound together for a diameter of 20 AWG. The copper is 0.039 inches thick alone and 0.071 inches thick with insulation.
The copper strands are coated with a layer of tin. Copper that’s been tinned makes it easier for end users to remove the insulation from the semi-strip and solder. The tin layer melts slightly to adhere to the application and create a more secure connection overall.
How to Cut and Strip Wire
You’ll start by cutting and stripping the wire using wire processing equipment, which completes each step at the same time.
A couple of things to be aware of while using a wire-cutting machine are measurement settings and scrapes on the insulation and copper strands. Scrapes indicate the cutting and stripping blades within the machine are set too low and could damage the wire. Scraped, cut or broken wires can alter the current, conductivity and performance of the wire, so it’s important to set the machine correctly.
How to Crimp a Wire
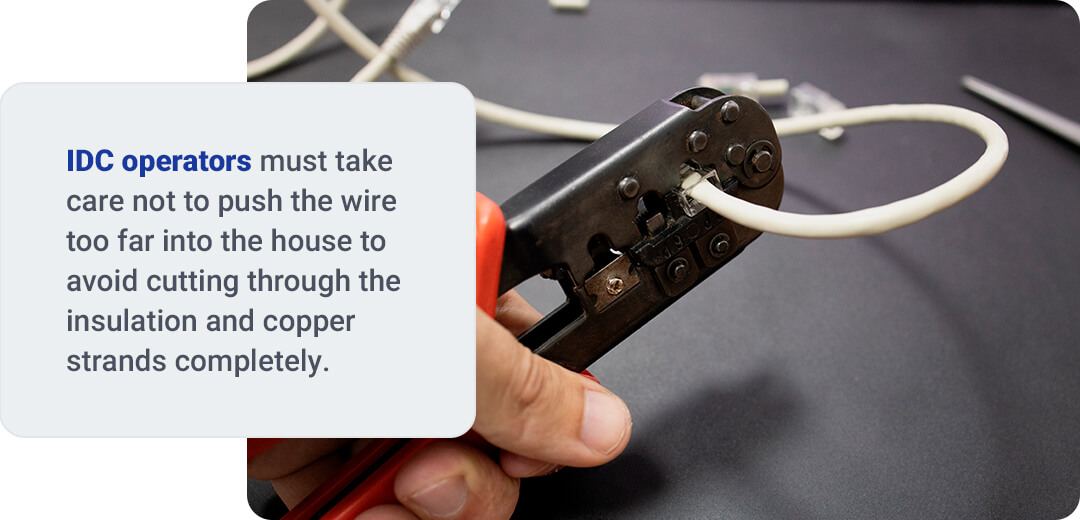
Once you’ve cut and stripped the wire, you’ll send it to an assembler to crimp into the housing. The assembler will push the wire into an insulation displacement contact (IDC) crimping machine, which is a V-shaped blade that penetrates the insulation and connects with the copper strands inside the wire.
IDC operators must take care not to push the wire too far into the house to avoid cutting through the insulation and copper strands completely.
An electrical continuity test is necessary to ensure current flows through the housing and into the wire after wire crimping. A failed continuity test simply means the wire should be pushed further into the house to contact the piercing tool.
How to Twist the Wires Together to Limit Electromagnetic Interference
After crimping the wires, the next step is to intertwine them using a twisting machine. Twisting machines have different settings for tighter or looser twists depending on the customer’s requirements. Tighter twists limit the circumference of the frequency traveling over the wires so it doesn’t override into a nearby wire.
How to Ensure Quality Before Shipping
Wire and cable manufacturers need to implement and abide by quality assurance policies and procedures, as customers expect conformity and consistency when they order wire harnesses.
ISO 9001:2015 and ISO 13485:2016 certified companies use quality management systems comprised of risk mitigation and corrective action processes to assure customers they’re dedicated to providing reliable products. Certified companies also use data to prove they adhere to these processes.
The following steps can help you ensure quality before shipping:
- Complete an order summary for the customer to review and approve.
- Build a clear bill-of-materials traveler package for the production department to use and follow.
- Require the assemblers and machine operators to sign their initials for each process they perform. This encourages the employee to check their measurements and look for damaged or nonconforming parts before signing their name.
In-process checks are essential because it can be difficult to determine the quality of each individual step at the end of production. Many connections and solder joints are completely covered at the final quality check.

Let WesBell Electronics Handle Your Wire Processing Needs
WesBell Electronics is a family-owned company with over 30 years of experience in the wire and cable processing industry. We supply bulk wire, cable and tubing products for clients who need custom orders. Additionally, we offer related services such as cord preparation and wire twisting to help our clients save time and money.
Shop our products and contact us to learn more about our services. Whether you’re a contract manufacturer, maintenance and repair organization or OEM, we look forward to helping you!






{kind=link}